
Scope creep is the expansion of your project goals. When I started I had no education or experience in robotics. Some would argue I still don’t. But I had a few personal goals in 2016. One of those was to pursue my goal of learning about robotics. It all stared with the realization that maybe […]
Category Archives: robot
Video Streaming Update 2020 – Robotic Vision

Since my old video streaming tutorial get a lot of view I wanted to add some new info and an introduction. If you are building a robot and need to stream video this is for you! Why android to desktop -Android The android device I use is an old old v21 phone. I can […]
Electronic Speed Controller
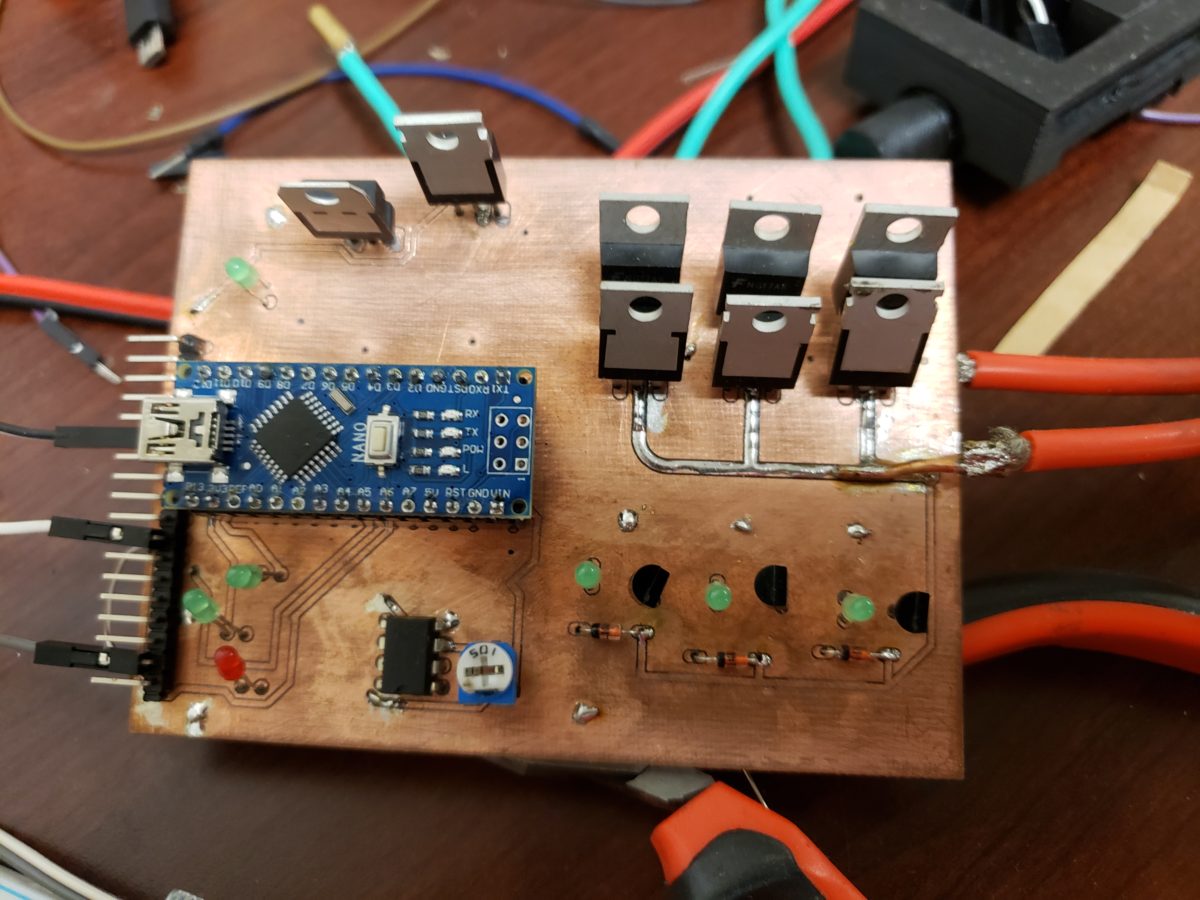
Every project I take on teaches me something new. Oddly enough its never humility. My recent design of an electronic speed controller for a brush less motor was a long and winding road in understanding how a motor could be controlled. The why is simple. If you want to build a robot there are zero…I […]
Gear Design
1. Types of gears 2. Gear arrangements 3. Considerations – Strength, speed, friction/noise/vibration 4. Layout Calculations 5. Hypocycloid 6. Differential planet 1) Types of gears When looking at involute gears there are several categories of this type. Gear arrangements and types of gears are often used interchangeably but in my mind they are different. […]
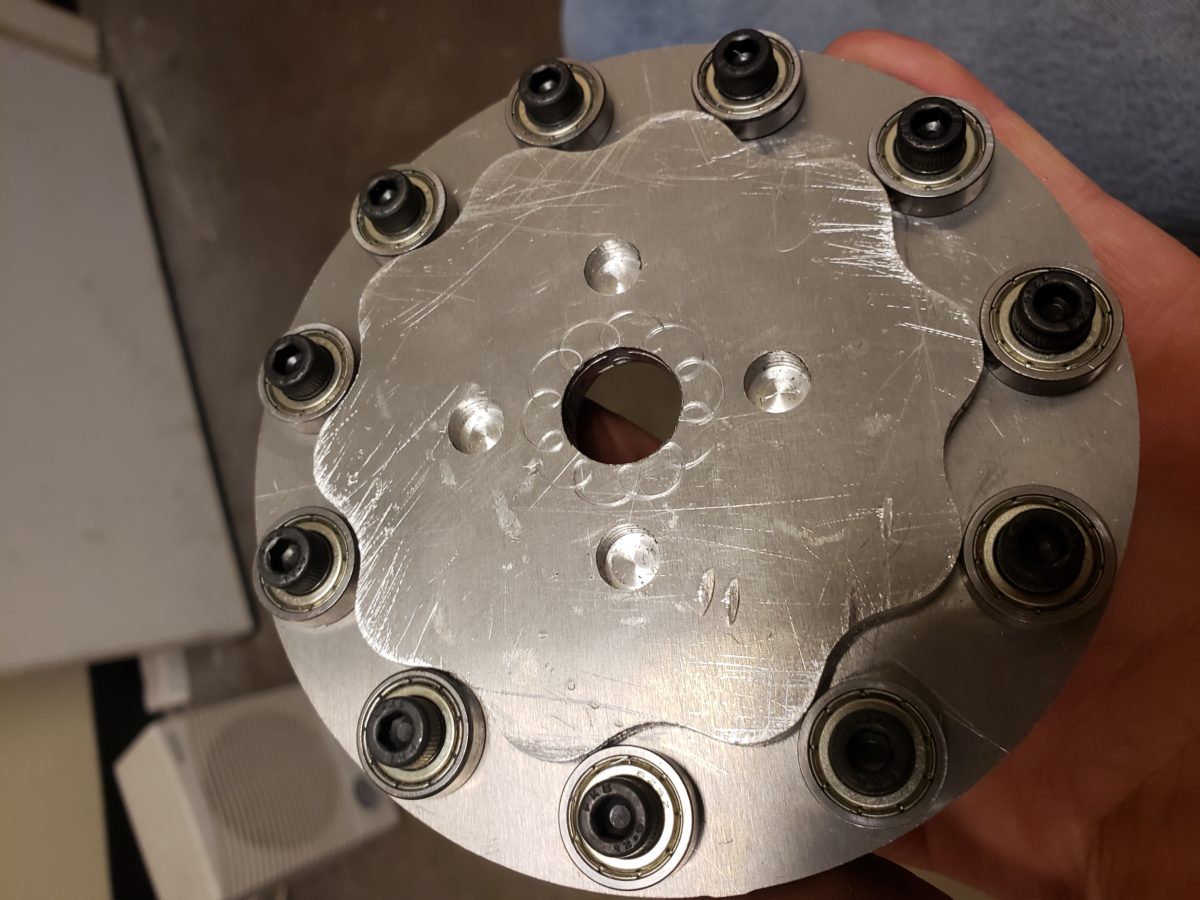
The Struggle of Custom Parts

Custom parts are hard to come by. Off the shelf parts are literally forming a trash island in the ocean. This is my dive into making custom parts. I could have gone at it a few different ways but my limitations are as follows. Time – I don’t want to spend 10 hours milling a […]
Milling a PCB
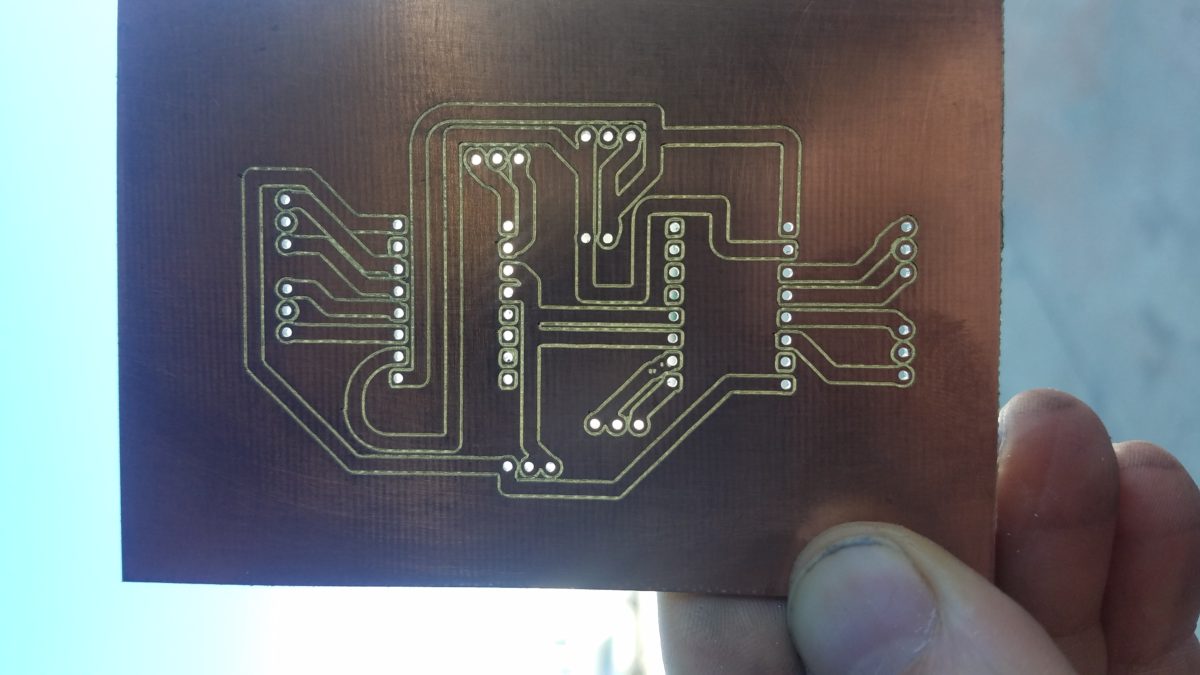
In order to better speed up my prototyping and in consideration of possibly small scale manufacturing I have begun milling my circuit board designs. This picture should give you a clear idea why this is so important. This is how myself, and many others, make circuit boards at home. By wrapping wire around the back […]
Considerations on building a robot
Why… One of my childhood interests has always been robotics. I think most people have at least somewhat of a fascination with robots when they are young. Over the last several years when I was working I began to realize that robots in construction are really underdeveloped. The reason I believe this is because I […]